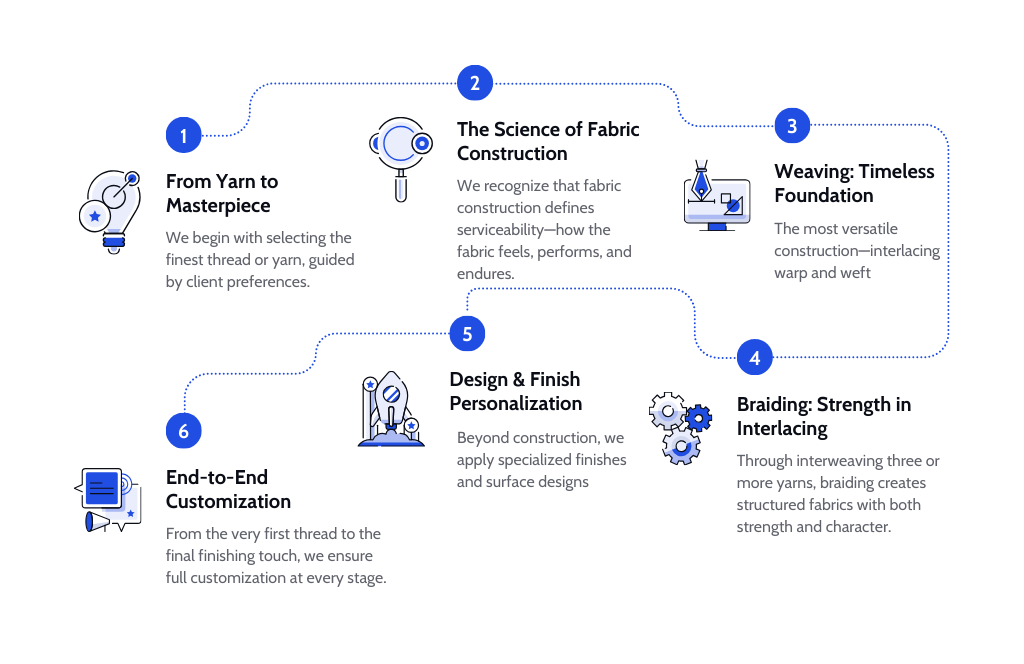
Luxury Fabrics, Engineered for Professional Identity
From tropical suiting blends, high-twist poly-viscose, superfine wool, to yarn-dyed shirtings, every fabric is curated, lab-tested, and handpicked to deliver a premium look with boardroom-level comfort.
Brand Identity Woven Into Every Stitch
We convert your corporate culture into apparel—using brand-matched dyeing, color psychology, precision monogramming, woven labels, and custom trims designed to elevate your organization’s presence.
Precision Tailoring with Industrial Accuracy
Blazers, shirts, trousers, and accessories are crafted with pattern-grading precision, stitch-per-inch control, interlining stability, and engineered fit systems to reflect leadership and a refined corporate attitude.
Comfort That Performs, Durability That Lasts
Ergonomic cuts for long work hours, wrinkle-resistant finishes, anti-pilling treatments, moisture-management fabrics, and high-abrasion-resistance blends ensure comfort that stays and quality that grows with time.
End-to-End Partnership With Operational Reliability
From design consultations, digital sampling, and fabric R&D to bulk production, colour-lot consistency, and on-time pan-India delivery, we work as a strategic partner in building and sustaining your corporate image.